

 成为全球最令人满意的能源与环境企业
成为全球最令人满意的能源与环境企业







技术特点

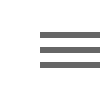
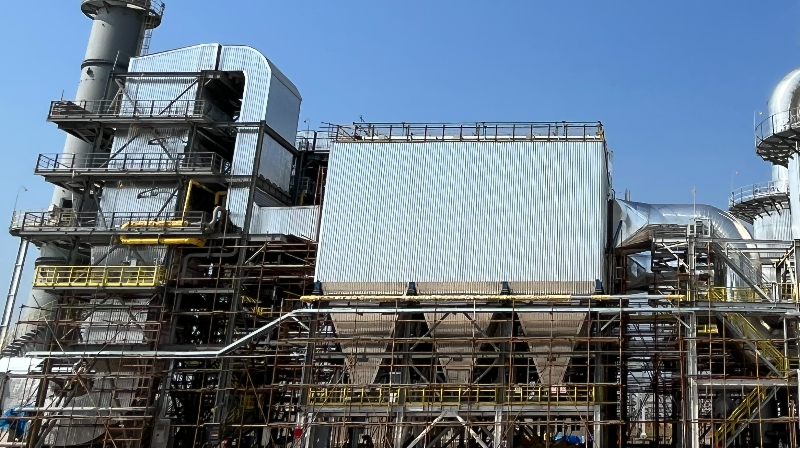
配置两套处理能力均为 8 t/h 的焚烧系统(单线热功率 90 MW),总处理能力冗余设计,可满足单线检修时另一条线处理全部连续废气及间断废气。
·双线并行设计高热值废液/废气适应性强
废液热值高,理论燃烧温度可达 1575℃,炉膛采用膜式水冷壁 + 卫燃带结构,耐高温、抗结焦,适应多种组分波动。
· 低氮燃烧技术
采用空气分级燃烧 + 燃尽风(SOFA)技术,主燃区欠氧抑制 NOx 生成,燃尽区补氧保证燃尽,同时配合 SCR 脱硝,NOx 排放可低至 50 mg/m³ 以下。
· 高效抑制二噁英
采用“急冷塔 1 秒内降温至 200℃ + 活性炭喷射吸附”双重措施,有效阻断二噁英再合成。
· 智能化控制与安全联锁
配备DCS系统,燃烧温度、负压、给水、喷水量等均为自动调节;关键联锁采用2oo3冗余设计,满足SI等级要求。
· 多燃料、多废气共处理
可同时处理连续废液、连续废气、C1 馏分、间断废气(含烃类、氢气、CO、甲烷等),并配置长明灯保证低负荷稳定燃烧。
解决方案

· 全组分废气废液集中焚烧
统一处理乙烷制α烯烃前/后工段、POE 装置、化验中心、罐区等产生的废液、废气、C1 馏分及间断废气,实现危废集中减量。
· 分级燃烧+多喷枪布置
炉顶布置5台废液燃烧器+ 1台废气燃烧器+ 1台C1馏分燃烧器,四角布置燃尽风,采用蒸汽雾化喷枪(雾化粒径 ≤40 μm),确保燃烧完全、火焰不冲刷水冷壁。
· 余热高效回收
高温烟气经膜式水冷壁余热锅炉产生 4.0 MPa、410℃ 过热蒸汽(单线约 74 t/h),并入全厂蒸汽管网,实现能源资源化。
· 多级烟气净化
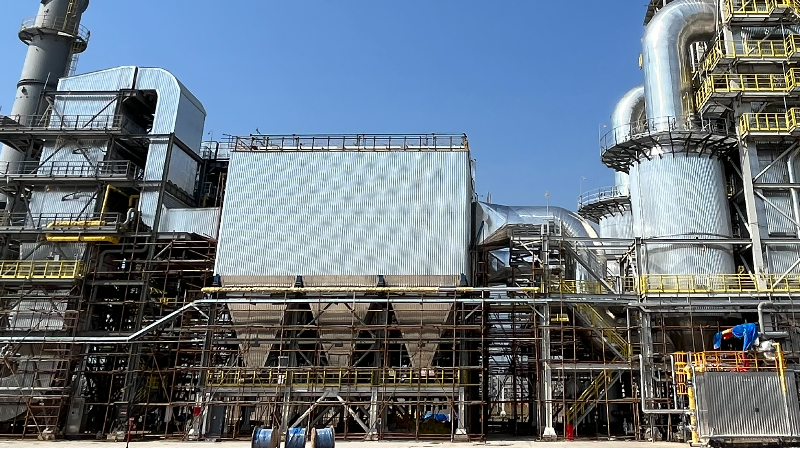
工艺路线为:焚烧 → 余热锅炉 → 急冷塔 → 活性炭/干法脱酸 → 布袋除尘器 → SCR 脱硝 → 低低温省煤器 → 引风机 → 烟囱,确保多污染物协同脱除。
· 缓存与进料保障
配置醋酸罐、高温罐、低温罐、POE 废液罐等多个缓存罐及地下罐,适应废液间断排放和检修工况,保证焚烧连续稳定。
·严格的防腐与保温设计
急冷塔内衬2205,炉膛外壁保温后表面温度 ≤50℃,烟道及灰斗设电加热防结露,适应高含氯/硫三废焚烧


取得效果









