

 成为全球最令人满意的能源与环境企业
成为全球最令人满意的能源与环境企业



项目背景
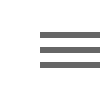
该项目为渣油气化滤饼贵重金属回收项目,规模为年处理滤饼 6万吨(按每年8000h 计),采用MHF多膛炉焚烧工艺技术,主要工艺流程为将来自一期炼油区渣油气化装置的滤饼通过此单元建设的装置焚烧去除滤饼中的炭和有机物,回收滤饼中的镍、钒、钼等重金属。焚烧产生的烟气通过二燃室及烟气净化装置,去除烟气中的CO、SOx、NOx 等有害气体和粉尘,达标后进入烟囱放空。滤饼含水率高,成分复杂,含有铜、钒、镍等贵金属,传统处置方式成本高且资源浪费。
技术特点

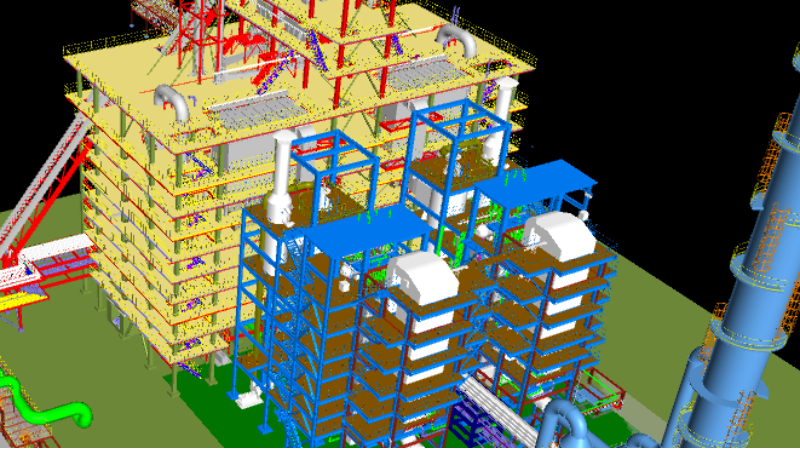
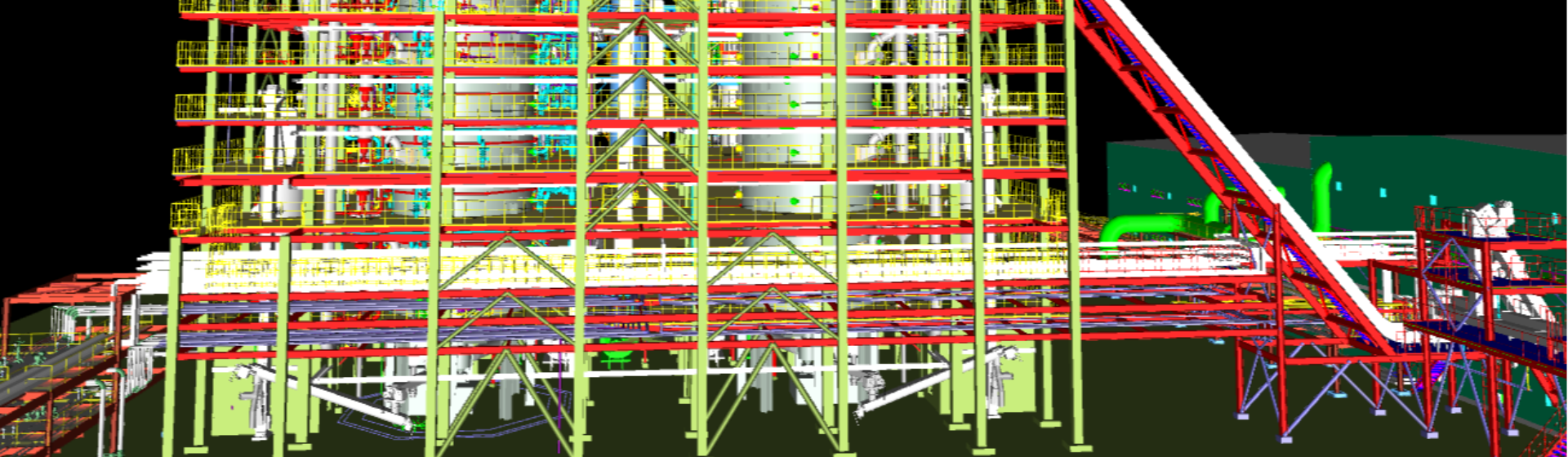
本装置包含如下系统:多膛炉(含耐火材料)、燃烧器、旋风除尘器、金属膜除尘器、一氧化碳燃尽室、余热锅炉、CR脱硝系统、钢结构框架、还原剂投加设施、引风机、送风机、烟道、烟囱、CEMS、供电及控制系统。其中环保设施配置满足GB18484标准要求。多膛炉满足滤饼成分复杂性和不可预测性具有较强的适应能力,当滤饼含水 率及组分波动时,仍能保持稳定燃烧。多膛炉设备、管线材质的选择,充分考虑到单元装置各类物料的腐蚀性, 避免设备、管线腐蚀。焚烧过程中通过温度精准控制与气氛调节,实现贵金属的高效富集,回收率远超行业平均水平。
解决方案

针对滤饼物料的高含水情况,通过特殊设计的滤饼上料系统,包括滤饼上料仓、刮板机、螺旋输送机等设备,减少滤饼输送过程中可能产生的堵料、断链等情况,顺利输送至炉前进料滤饼仓。多膛炉运行中产生大量的烟气粉尘携带,通过在炉出口设置旋风除尘器与金属膜除尘器组合除尘工艺,满足烟气中的颗粒物排放≤10mg/Nm3要求。在多膛炉底部设置有完整流程的出灰系统,实现高价值金属的有效回收,实现资源化利用,显著提高项目经济效应,系统包括水冷螺旋、斗式提升机、金属灰仓、吨袋打包机等设备。运行稳定:全流程自主设计,系统适配性强,保障项目长周期稳定运行。
取得效果
本项目每年处理滤饼6万吨,按每吨出厂处置费用2000元计,每年可节约危险废弃物出厂处置费用1.2亿元;设计配套2台18.5t/h余热回收锅炉,按每吨蒸汽200元计,每年蒸汽收益约5920万元。设计排放指标优于GB18484中各项指标,其中SO2≤30mg/Nm3,HCl≤50mg/Nm3,HF≤1mg/Nm3,粉尘≤10mg/Nm3,NOx≤40mg/Nm3。









